As a leading manufacturer of induction bends, American Pipe Bending utilizes Cojafex state of the art electric heat induction bending. This advanced technology and machine operating capabilities enable us to produce the most demanding bends for the nuclear, chemical, petrochemical and energy sectors as well as onshore and offshore oil and gas pipeline systems.
American Pipe Bending’s heat induction machine bends up through 42″ outside diameter and 4″ wall thickness. Being computer controlled, we are able to offer a high degree of flexibility in terms of bend radii, angle and planes. In addition to providing high-standard quality, induction bending offers the ability to reduce butt welds in your piping system by bending single length pipespools in multiple planes.
The Cojafex Induction Bending Process
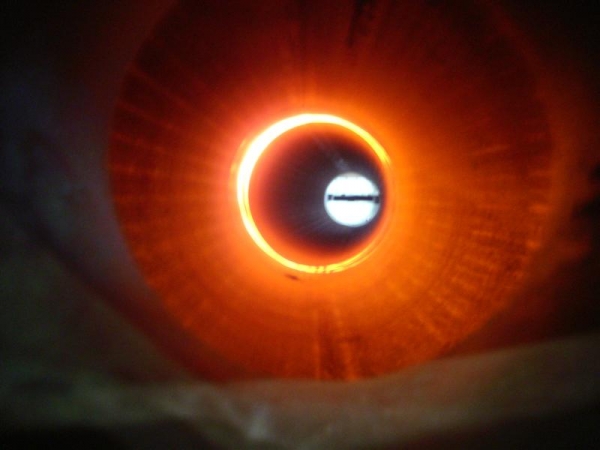
This process antiquates the archaic sand pack style of bending. The Cojafex induction bending process uses electric power transmitted via a single turn induction coil, to progressively induction heat (and soften) a narrow band of the section being bent. The continuous creation of this “plastic hinge” facilitates quality bending of large sections – particularly pipe and other hollow sections. Relatively tight radius bends can be achieved without many of the adverse sectional and metallurgical effects associated with traditional bending techniques.
The induction process directly and efficiently heats the section by inducing a circulating electirc current deep within the pipe wall. This circulating current and the electrical resistivity of the material, generates a localized heat band. Every parameter in the process is computer controlled ensuring precise execution.
Controlled “heat soak” or conduction through and along the pipe wall distributes the generated heat into neighboring zones and across the thick wall of heavy pipe.
The induction bending process commences with the straight pipe being placed in the machine bed with one end clamped to a pivot arm at the pre-determined radius. The induction coil is located around the pipe close to the clamp on the bending arm. As the pipe reaches the required temperature it is slowly propelled through the coil toward the bending arm at a controlled speed. Bending of the pipe occurs only within the heated narrow band encircled by the induction coil. Throughout the bending process the thermo-mechanical characteristics of the heat band are precisely monitored by the machine PLC.
Depending on material requirements, the bent pipe emerging from the induction coil is cooled in a controlled manner by an air or water spray. This controlled cooling process maintains a localized heat band and promotes predetermined metallurgical characteristics. The pushing and bending forces are also continually monitored and recorded thoughout the bending process.